
|
ou encore
maillot,
mail : c'est un gros marteau actionné par une roue à
cames tournant
|
|
|

Fig 2 : Batterie de la Forge de l'Hyen (taillanderie), Montagnieu, Isère. (de type "terminal) |
|
Le martinet frontal, nommé encore grand marteau ou "marteau à l'anglaise", les cames travaillent au soulèvement face à la tête du marteau. Le poids de la tête varie de 2000 à 4000 kg, vitesse : 100 à 60 cps/mn. |
|
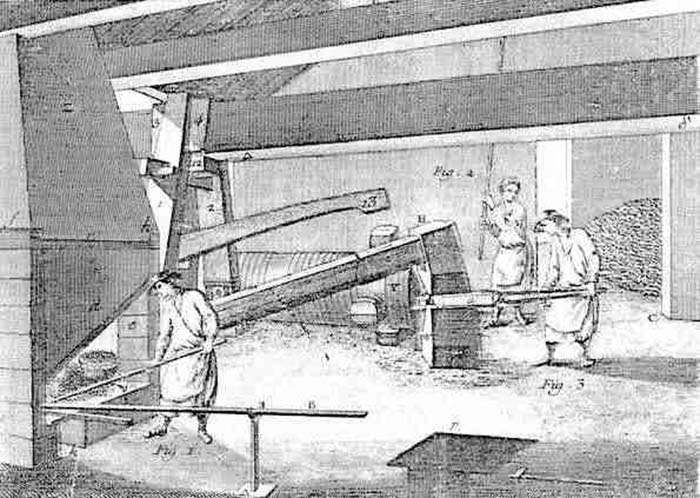
- Le martinet latéral , dit marteau de forge ou marteau à drôme à soulèvement, gros marteau, "marteau à l'allemande" (fig. 3), où le point d'action des cames se situe sur un coté du manche entre la masse du marteau et son axe de pivotement, les cames agissent du bas vers le haut, à la remontée le manche va terminer sa course contre le ressort , forte piece de bois situéeau-dessus du manche. La tête pèse de 300 à 1000 kg, vitesse : 70 à 200 cps/mn Utilisé pour l'affinage, et le corroyage.
Le Maka du
Musée de Bouillon (Ardennes belges)
|
| Le poids
important des têtes des types latéral et frontal - plusieurs
centaines de kilos - faisaient qu'ils ne pouvaient fonctionner qu'à
une cadence lente, avec un nombre de cames restreint, quatre ou cinq en
général. Leurs cames sont aussi nommées "sabots".
Ils étaient employés soit pour le travail de grosse forge, soit pour l'affinage et le cinglage des loupes.
Le marteau est soutenu, vu
les énergies mises en jeu, par une forte charpente de bois de chêne,
parfois composé de colonnes de pierre et de traverses de chêne
dans le cas des martinets des taillanderies, profondément enchassées
dans le sol : c'est l'ordon ou l'emplantement. Des
fouilles récentes dans d'anciennes forges mettent en évidence
les soubassements des martinets, composés d'une savante construction
de fort madriers de chêne entrecroisés et profondément
enterrés.
|
|
|
Ici, à l'inverse de ce qu'on observe dans le frontal, les cames appuient du haut vers le bas sur l'extrémité opposée à la tête, au delà de l'axe de pivotement. Une pièce forgée est rapportée sur l'extrémité arrière du manche c'est le mentonnet. Ce martinet
servait en taillanderie à l'étirage et au platinage des petits
fers, au raffinage des aciers, au forgeage d'armes et d'outils aratoires.
Le poids du marteau peut varier de 150 kg à moins de 40 kg, selon
l'usage, et sa vitesse de 200 à plus de 300 coups/mn.
|
 |
Fig.6
: Tourillon, plumart et roue à cames d'un martinet,
Pont Salomon (Loire). |
 |
Bague à cames, mentonnet et ressort d'un martinet construit vers 1910 (Seyssel) |
|
Les martinets
sont attestés par des textes anciens depuis le XIIIe siècle
en Dauphiné et en Savoie (1315 : martinet à Allevard ; 1359
: martinet des Chartreux à St-Hugon, Comté de Savoie), où
très tôt ils ont permis d'abord l'affinage puis le travail
du fer grâce à la force de l'eau, et ce parfois jusqu'au début
du XXe siècle (de fort rares exemplaires sont encore en service
- comme à Pont-Salomon - ou ont été conservés)
.
Dans
les marteaux de taillanderie l'axe de basculement s'articule entre
deux colonnes (en bois de chêne, mais en en trouve aussi en pierre)
reliées par de fortes traverses de chêne, cet assemblage étant
fermement maintenu par de forts tirants . Le ressort a changé de
place pour se positionner à l'arrière et au sol. C'est une
plaque d'acier, fixée à la surface de la chabotte du ressort
(enterrée), contre laquelle vient buter l'extrémité
ferrée du manche après qu'elle eut été violemment
poussée vers le bas par une came percuttant le mentonnet. Tout le
fonctionnement du martinet repose sur un jeu complexe d'action-réaction,
de chocs et d'effets de ressort (biblio : Poncelet)
Très
tôt, le sens du mot "martinet" a été élargi
au bâtiment qui l'abrite, jusqu'à nommer un lieu, un ensemble
de constructions, une usine travaillant le fer ; de tels lieux-dits peuvent
avoir été une affinerie, elle même proche d'un
haut fourneau.
|
 |
| Cette machine outil n'a cessé
d'évoluer* jusqu'aux actuels marteaux pilons en passant par les
martinets américains Bradley apparus vers 1900, et leurs copies
européennes, apparus en France aux débuts du XXe siècle.
D'autres engins apparurent dans les forges fin XIXème siècle
: cisailles mécaniques, moutons à planche, moutons
à courroie, pilon à vapeur, turbines hydrauliques, ventilateurs
de forge, etc.
(* grâce aux travaux d'ingénieurs mécaniciens du XIXe, comme Benoît FOURNEYRON, avec son "Brevet pour des dispositions de martinets et marteaux, à transmissions de mouvement légères". Brevet N° 52440, INPI, Paris, 1861) |

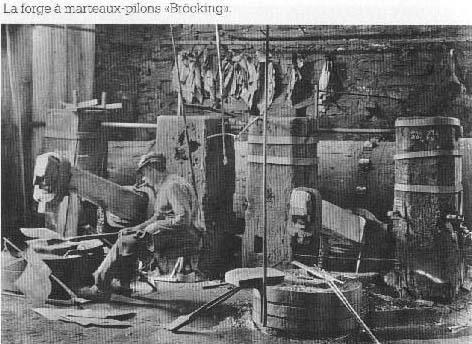
Travail au martinet à l'usine de la Gorge d'Allevard : Remarquer que le forgeron travaille assis sur un siege-balancelle suspendu, ce qui était courant dans les taillanderies du Dauphiné alors qu'ailleurs on préférait un simple tabouret. La balancelle facilitait les mouvements face au marteau, permettant une économie de gestes pour aller chercher "la chaude" dans le four adjacent sans avoir à se lever. |
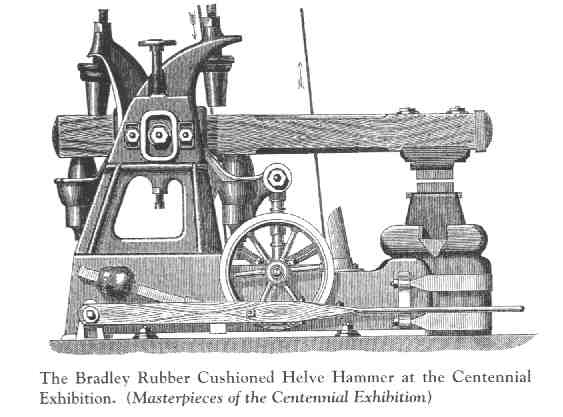
Un des premiers modèles de martinet Bradley vu à l'Exposition du Centenaire (USA) (Photo, remerciements : Jock Dempsey, "Anvilfire", DEMPSEY'S FORGE, Gladys, VA 24554, USA) Mais nos maîtres de forges firent construire par les grosses forges françaises des marteaux plus ou moins inspirés du modele americain . |
| Tout récemment j'ai eu la chance de voir travailler un des derniers martineurs au Bradley (Usine Leborgne à Arvillard-Pont-de-Bens, Savoie). Bien évidemment de nos jours les taillanderies se sont modernisées, on ne réalise au Bradley plus que les prototypes, les petites séries ou les commandes spéciales. Mais on fait appel pour cela aux meilleurs compagnons, ils ne sont en effet plus que deux à maîtriser ce savoir-faire, et font la fierté de leur entreprise. Tout le reste de la fabrication est estampé ou laminé, après chauffage dans des fours à haute fréquence perfectionnés. On voit même des robots au travail dans les forges (Leborgne, MétalTemple) remplissant des tâches comme le meulage ou les manipulations répétitives. |
 (Savoie) (Photo, remerciements : B. Buet & C. et P. Guihard) |


{kind=link}